







Beakta minsta mått och minsta vinklar som är möjliga ur materialteknisk synpunkt. Spetsiga vinklar kan tillverkas från en vinkelöppning om 20°. Vid en vinkelöppning mindre än 20° måste vinkelspetsen avslutas med ett stag om minst 25 mm.

Beakta att utfrästa bokstäver, firmalogotyper, hålbilder osv. endast är tillåtna för PREFABOND kompositskivor med FR-kärna. Det är inte tillåtet med denna typ av bearbetningar för plattor med A2-kärna.

Notera
Se till att alltid använda lämplig personlig säkerhets- och skyddsutrustning vid bearbetning av kompositskivor.
Följande bearbetningsmöjligheter finns:
Klicka på önskat bearbetningsalternativ för att komma direkt till motsvarande anvisning:
PREFABOND aluminiumkompositskivor kan bearbetas med följande verktyg: en manuell cirkelsåg,
en bordcirkelsåg, en vertikalsåg för plattor och ett cirkelsågblad för metall. Diamantsågblad lämpar sig också utmärkt för att öka hållbarheten. Bearbeta alltid plattorna från baksidan för att skydda den synliga lackerade sidan. Spån från skärningen måste avlägsnas genom dammsugning.
Notera
Se till att sågbladet skär gradfritt under användningen. Om detta inte är fallet måste sågbladet underhållas (slipas) eller bytas ut.
Det är nödvändigt att förbereda fast- och glidpunkter för mekanisk infästning av kompositskivor. Borra hålen med en vanlig borrmaskin, pelarborrmaskin, hålsåg eller en cirkelsåg.
Samtliga utsnitt (t.ex. lamputsnitt eller dörrhandtag) kan utan problem göras med en vanlig handöverfräs eller en sticksåg. En schablon finns tillgänglig för att underlätta tillverkningen av sådana utsnitt.
Notera
Komplexa utsnitt som t.ex. bokstäver, firmalogotyper osv. kan göras i fabrik av PREFA med hjälp av en CNC-fräs. Konturen måste bifogas beställningen som en DWG- eller DXF-fil.
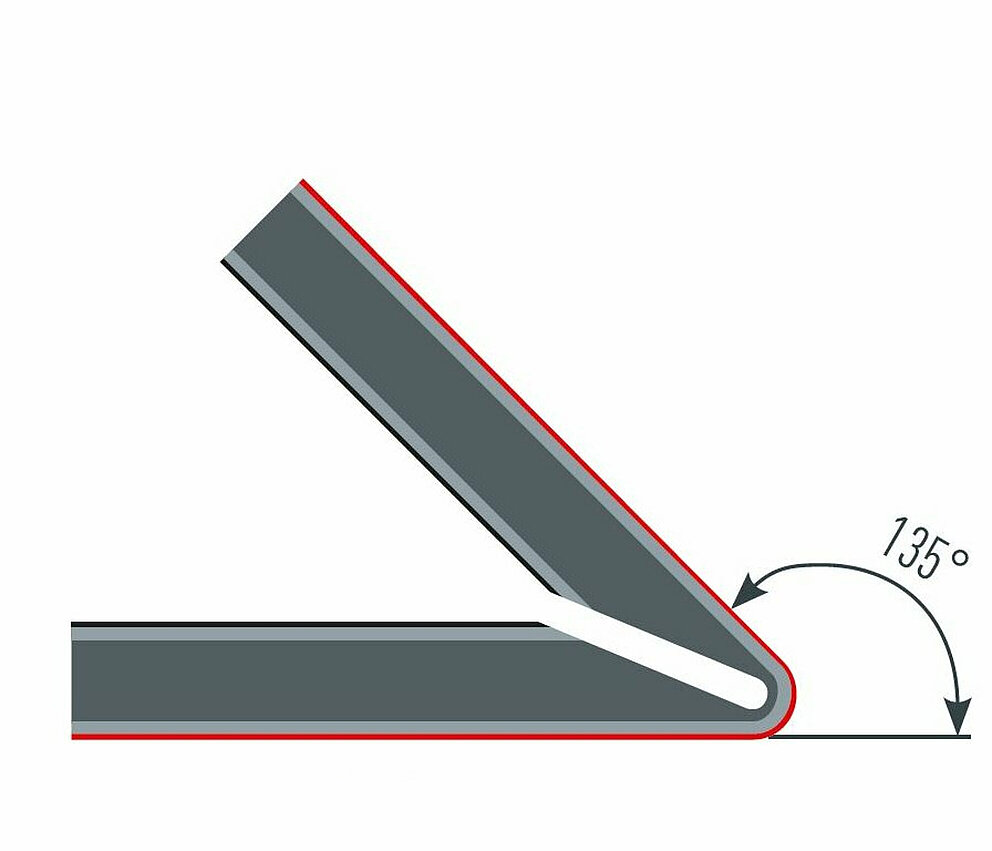
Valv- och kantutformning kan tillverkas både som innerhörn eller ytterhörn med V-spårfrästekniken. En öppningsvinkel om 90° och 135° används för detta ändamål.

Kanta PREFABOND kompositskiva vid en material- och omgivningstemperatur på minst 5 °C för FR-kärna och med minst 20 °C för A2-kärna för att undvika sprickor i den synliga lackerade sidan.
PREFA rekommenderar att V-spårfräsning hos kompositskivor med A2-kärna endast genomförs med hjälp av en CNC-maskin för att säkerställa korrekt fräsdjup.
Bockningsarbeten i låga temperaturer (≤ 15 °C) kan orsaka ett dimmigt utseende på beläggningen. Värm upp plattan till minst 20 °C för att avlägsna detta.
V-spåret som krävs för falsning fräses alltid på plattans baksida, oavsett om det handlar om ett inre hörn eller ett yttre hörn. En korrekt V-spårfräsning ska genomföras på ett sådant sätt att å ena sidan 0,5 mm av täckplåten (synlig lackerad sida) och å andra sidan ytterligare 0,2 till 0,4 mm (FR-kärna) resp. ytterligare 0,15 till 0,25 mm (A2-kärna) hos kärnan blir över.
I vanlig ordning ska en öppningsvinkel om 90° och 135° användas för lamellfräsar.
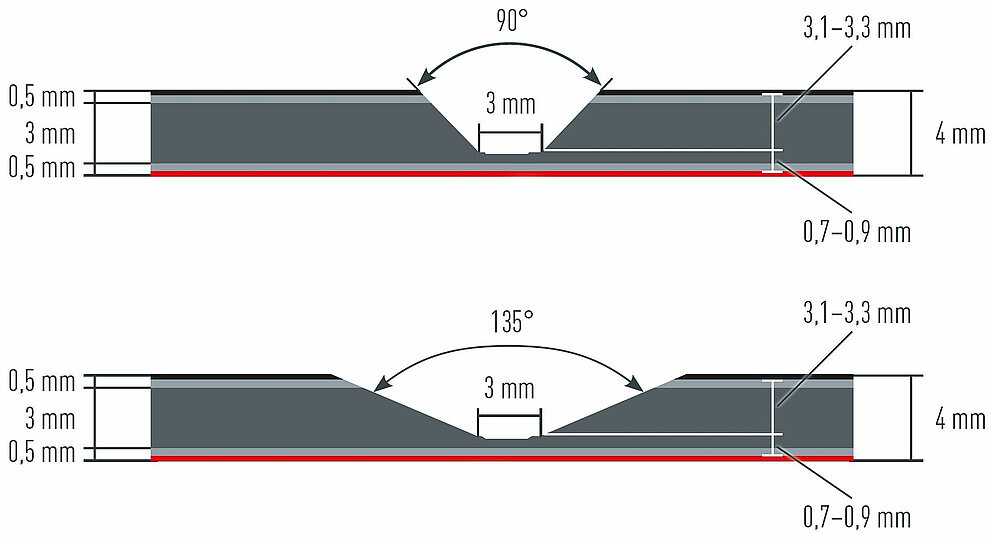
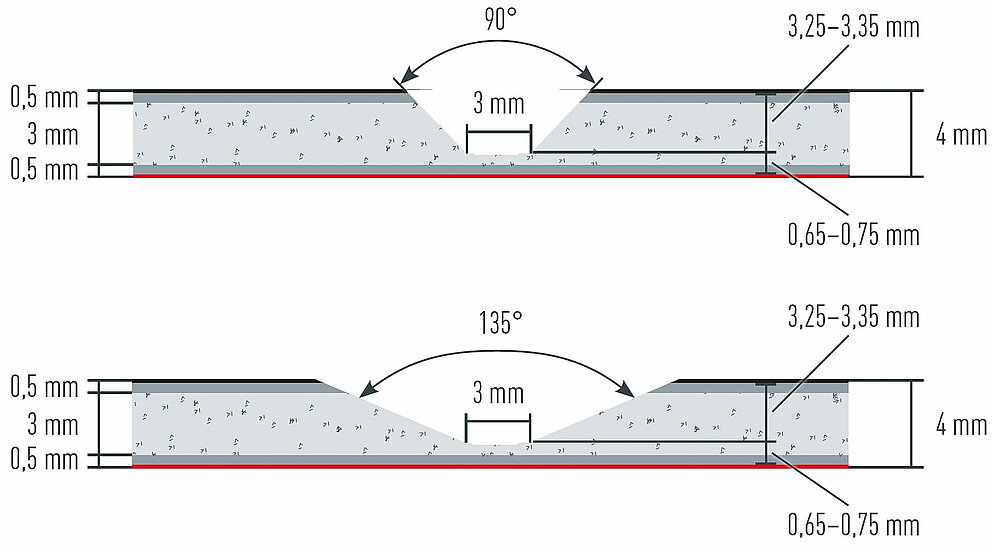
En felfri bockning med samma radius är inte möjligt om V-spåret blir delvis för djupt eller helt för djupt fräst. Dessutom kan aluminiumtäckplåten få synliga sprickor. Om V-spåret å andra sidan inte fräses tillräckligt djupt blir bockningen mycket komplicerad. V-spårfalsens axel ligger alltid i mitten av frässpårets plana del.


Beakta att kompositskivan alltid fjädrar tillbaka lite efter bockning. I praktiken innebär detta att falsningen måste böjas lite mer än önskat för att kunna uppvisa perfekt måttbeständighet efter återfjädringen. Minsta möjliga sidolängd hos en falsning uppgår till 20 mm.
Notera
Under arbetet med att fastställa korrekt plattläggning limsystemets tjocklek måste beaktas vid limmad montering. Denna tjocklek (normalt 3 mm) ska läggas till eller dras ifrån limsystemet som specificerats av limtillverkaren beroende på om det handlar om en ytter- eller innerkant med omvikning.

Följande illustrerade exempel kan användas som utgångspunkt. Alla exempel visar en mekanisk infästning.
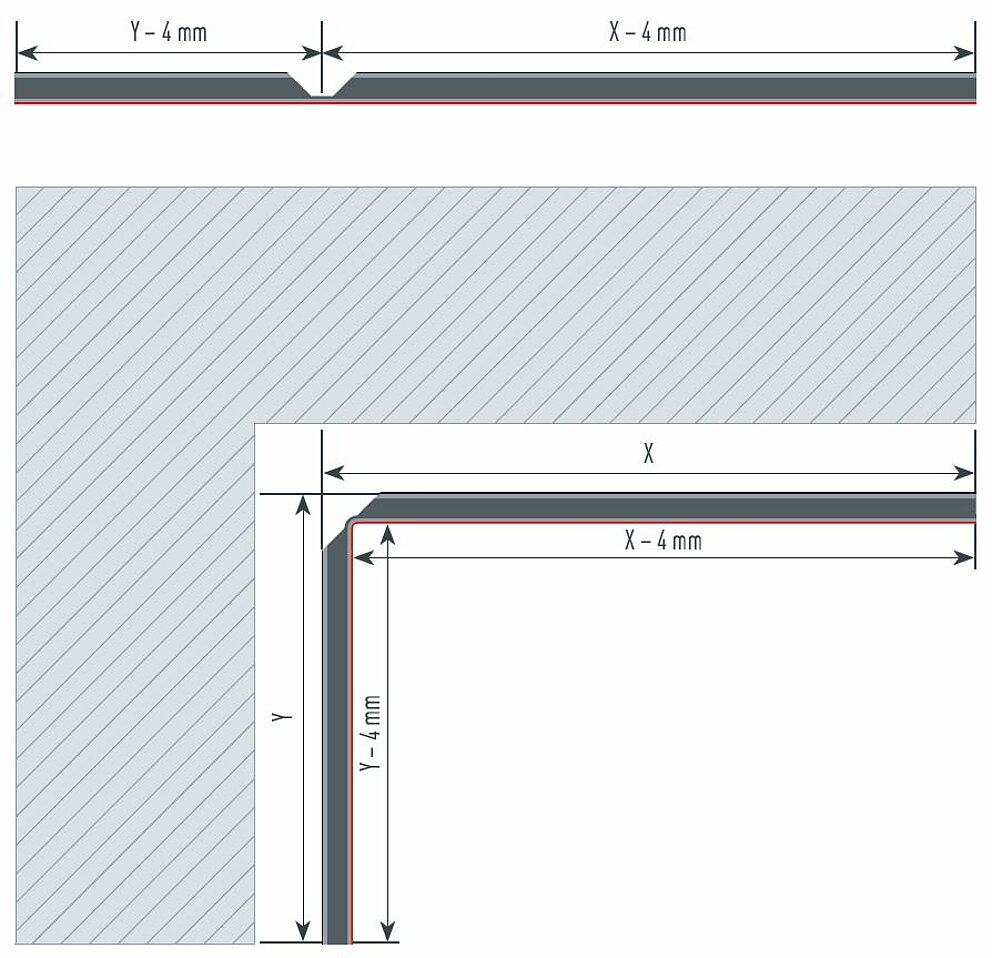
I ett inre hörn ska kompositskivans materialtjocklek (4 mm) dras av från de uppmätta naturliga måtten.
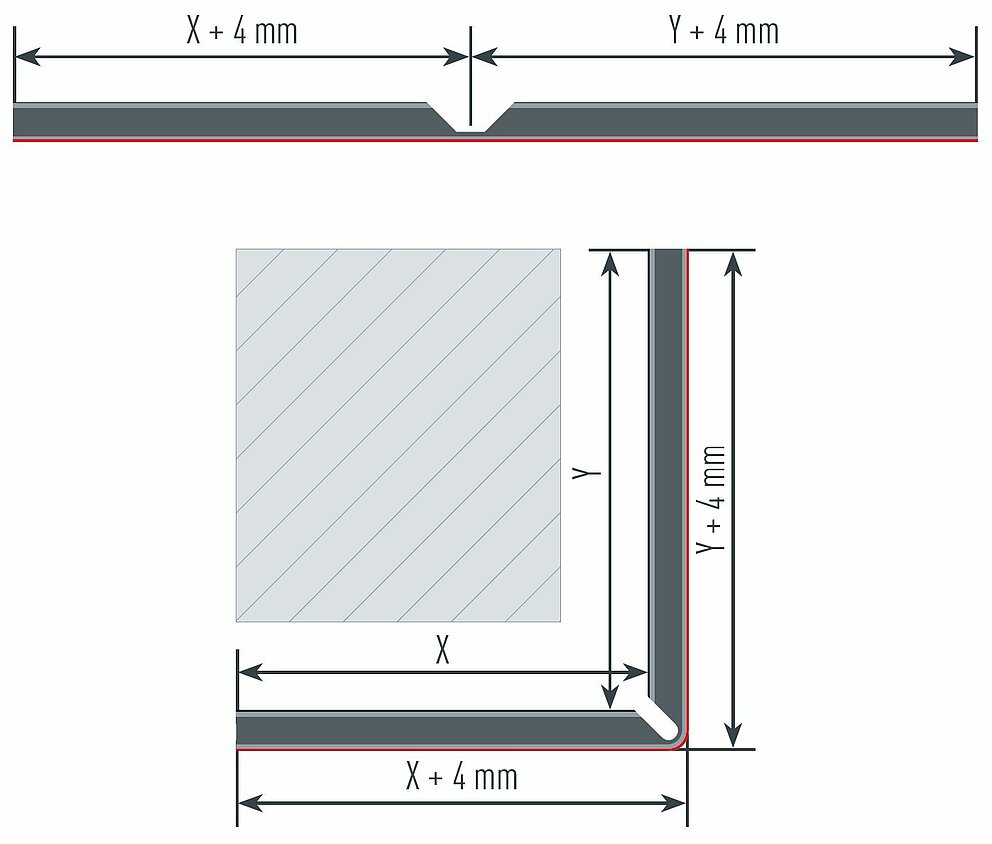
I ett yttre hörn ska kompositskivans materialtjocklek (4 mm) läggas till utöver de uppmätta naturliga måtten.
Vid en U-kantning med två yttre hörn ses varje hörn som separat. För att uppnå en korrekt fräsaxel måste materialtjockleken (4 mm) läggas till på varje sida.
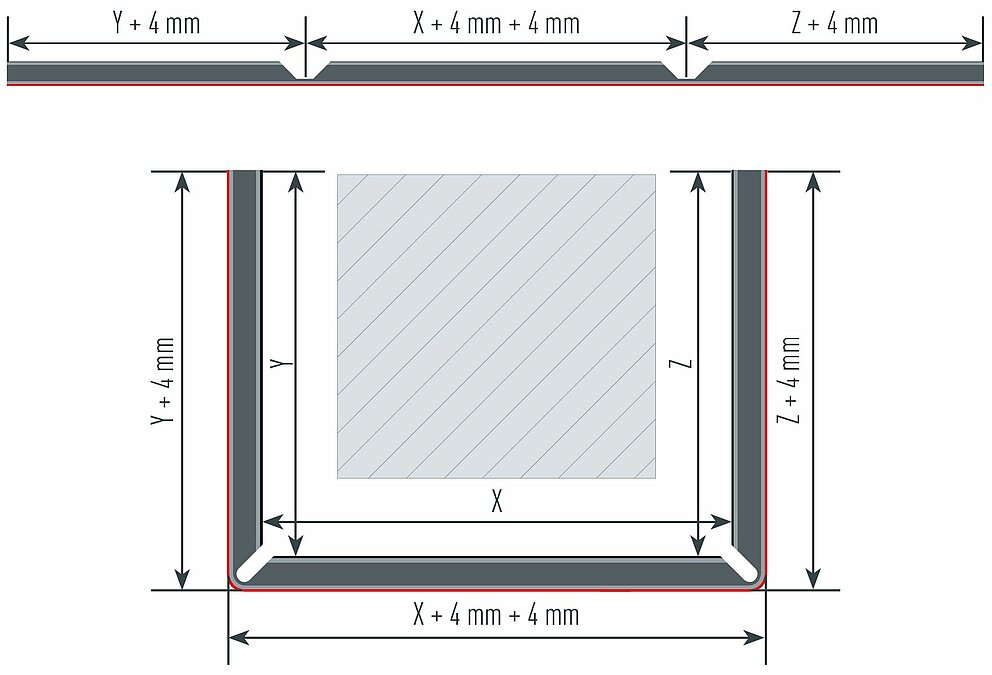
Vid en U-kantning med två inre hörn ses varje hörn som separat. För att uppnå en korrekt fräsaxel måste materialtjockleken (4 mm) dras ifrån på varje sida.

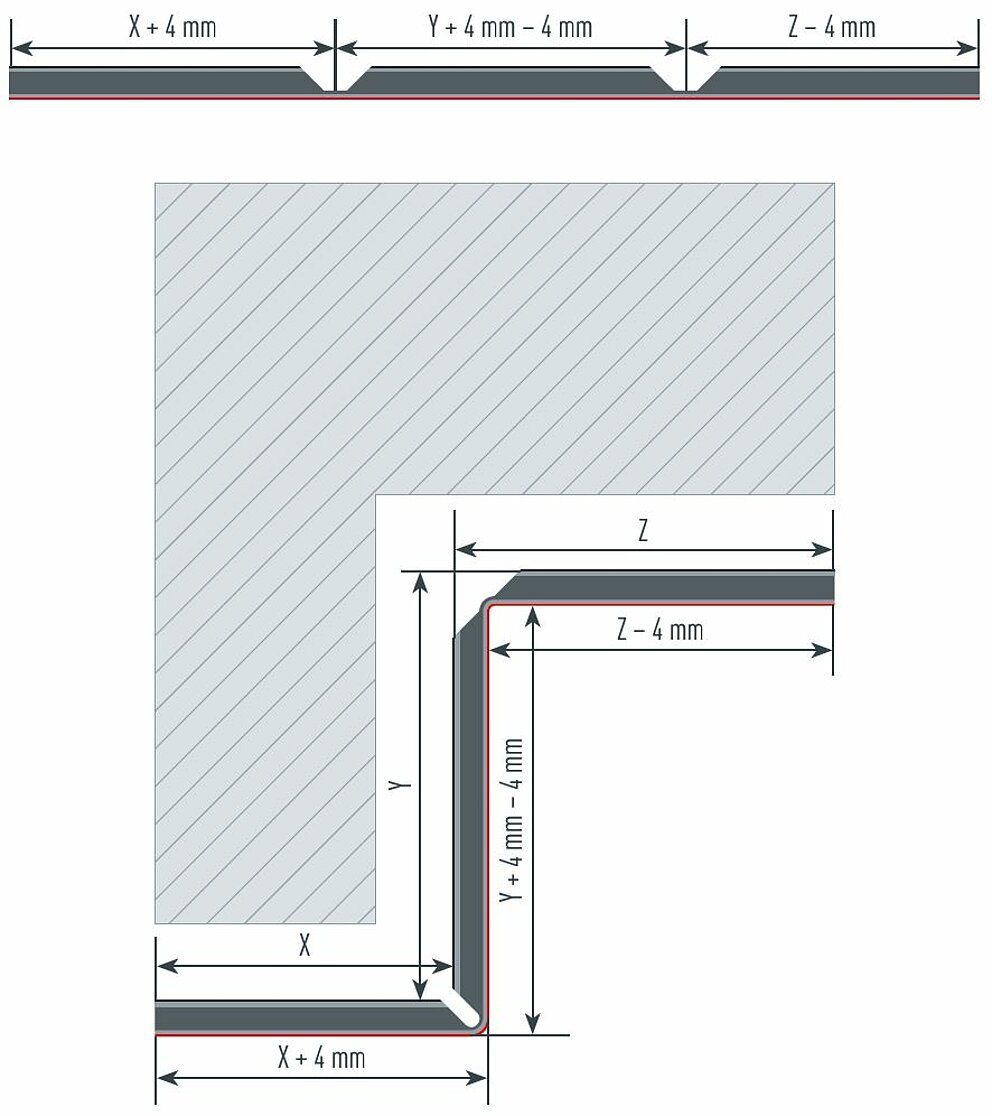
Vid en Z-kantning med ett inre hörn och ett yttre hörn ses varje hörn som separat. För att uppnå en korrekt fräsaxel måste materialtjockleken (4 mm) dras ifrån på varje sida i inre hörn och läggas till på varje sida i yttre hörn.
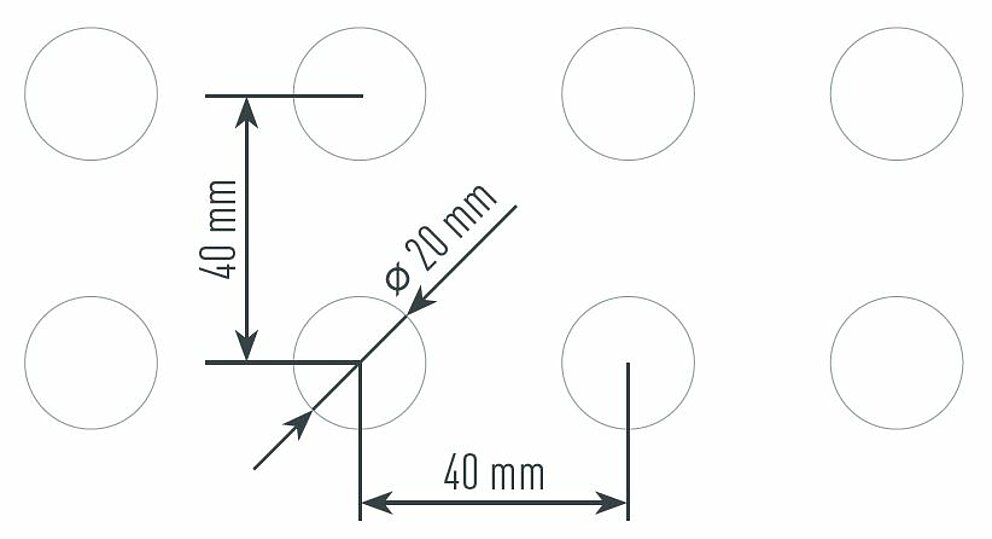
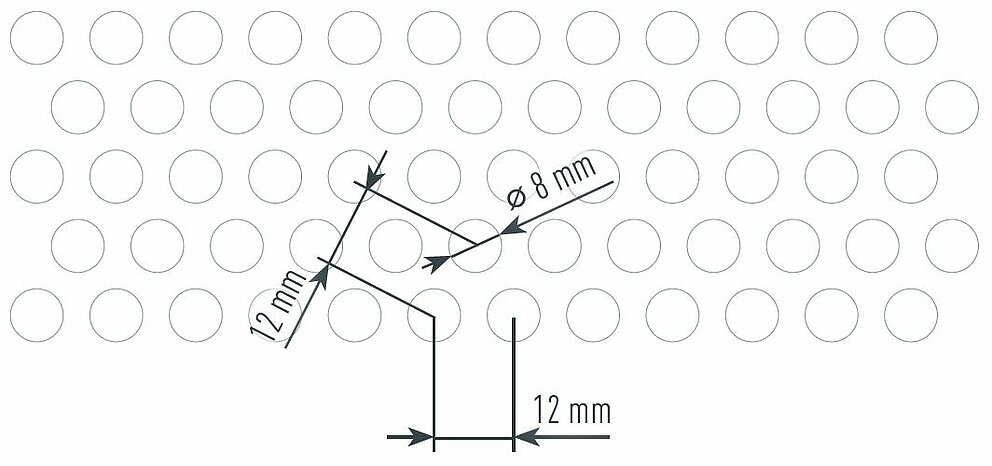
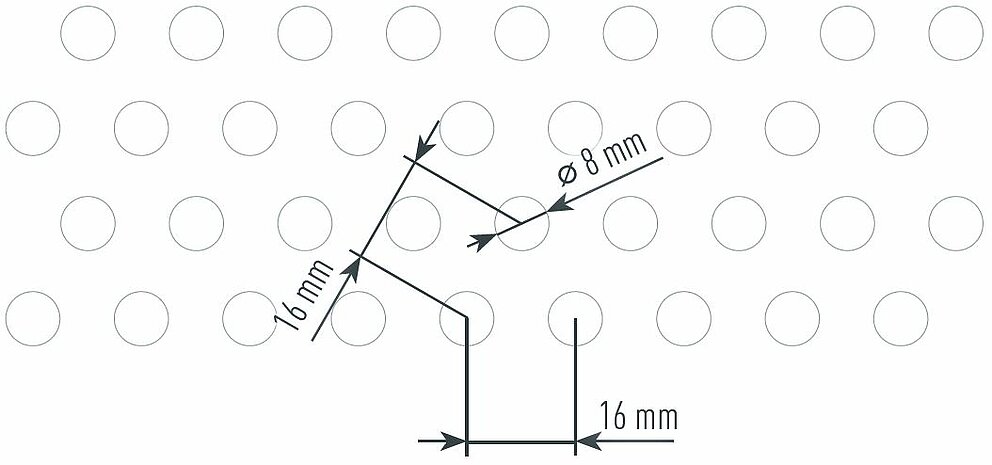
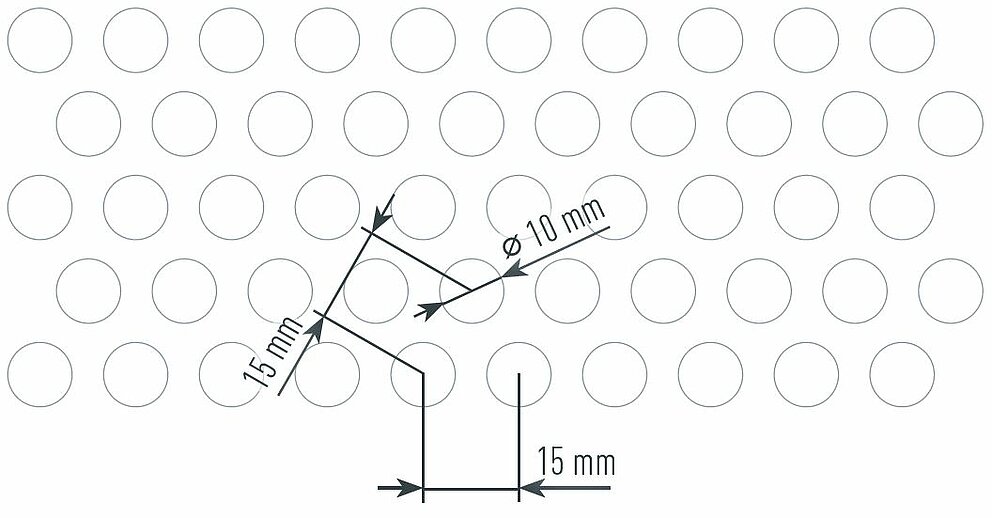
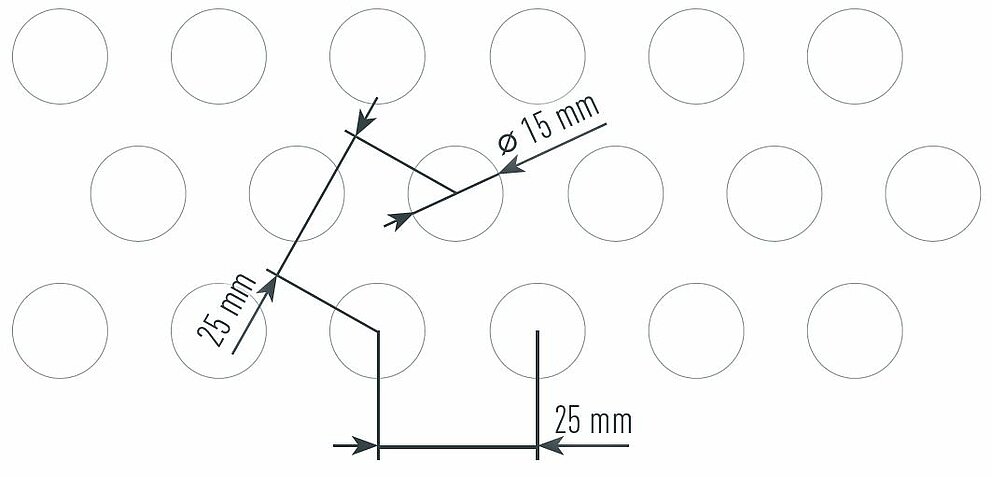
Perforerade PREFABOND kompositskivor har ett jämnt hålmönster. På grund av kärnans mineralstruktur rekommenderas inte perforering med stansmaskiner för PREFABOND med A2-kärna.

Hålplacering |
Hålbredd [w] |
Delning [t] |
Öppen yta [%] |
Rak perforering |
20 mm |
40 mm |
19,6 % |
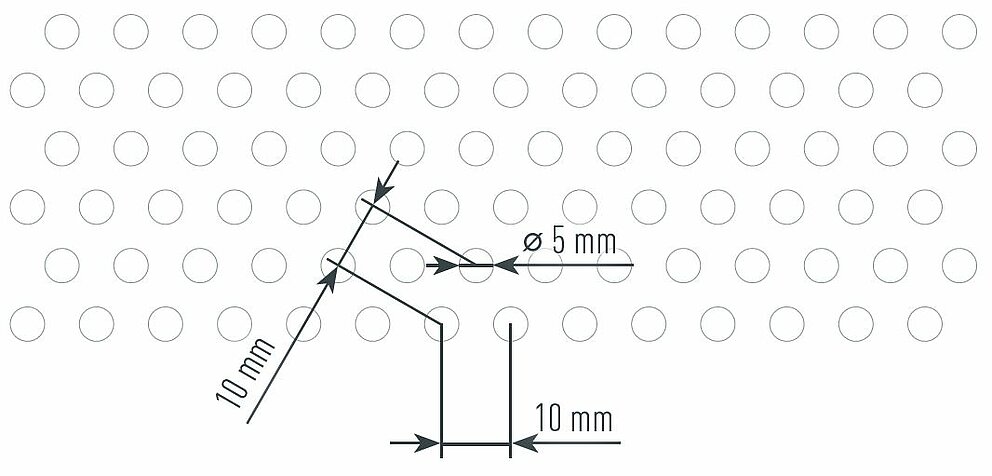
Förskjuten perforering |
5 mm |
10 mm |
22,6 % |
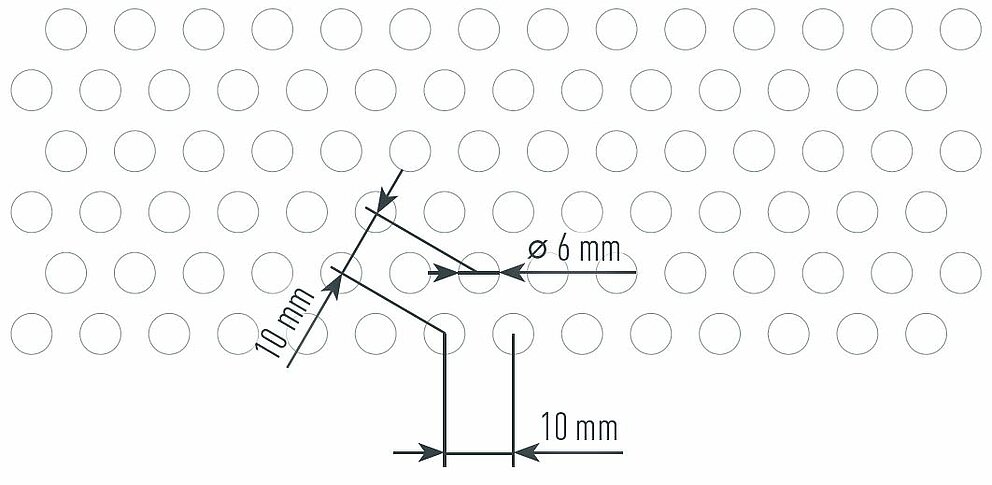
Förskjuten perforering |
6 mm |
10 mm |
32,6 % |
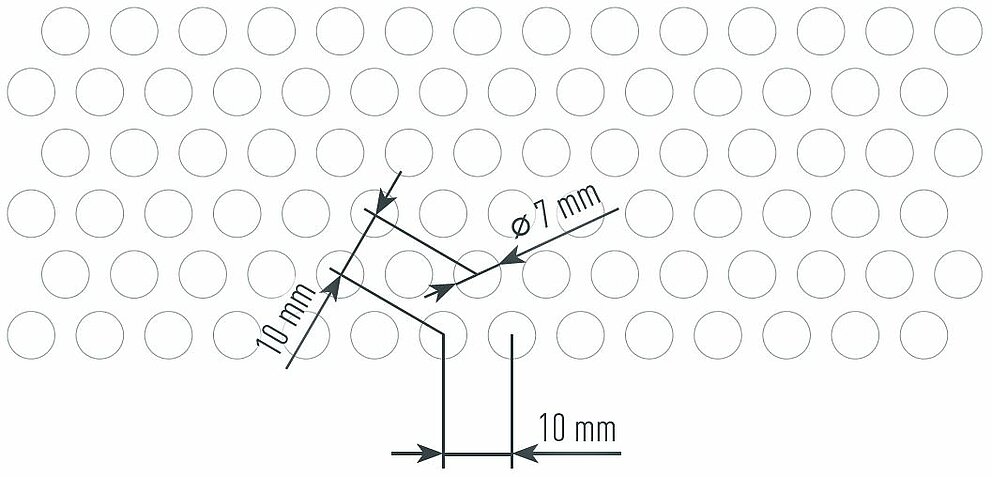
Förskjuten perforering |
7 mm |
10 mm |
44,4 % |
Förskjuten perforering |
7 mm |
12 mm |
30,8 % |
Förskjuten perforering |
8 mm |
12 mm |
40,2 % |
Förskjuten perforering |
8 mm |
16 mm |
22.6% |
Förskjuten perforering |
10 mm |
15 mm |
40,2 % |
Förskjuten perforering |
15 mm |
25 mm |
32,6 % |
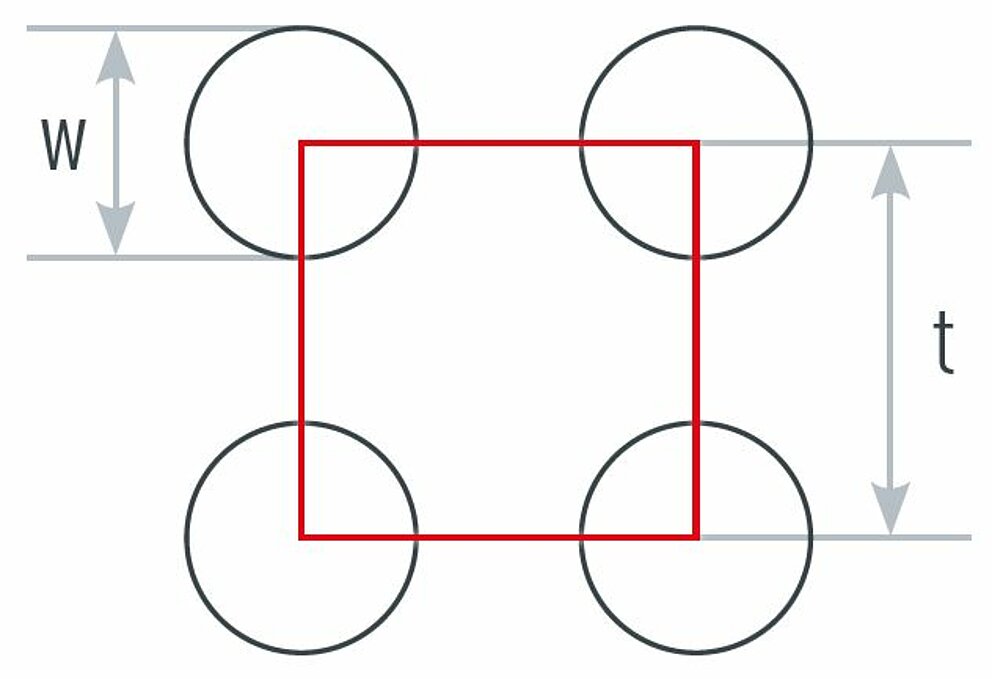
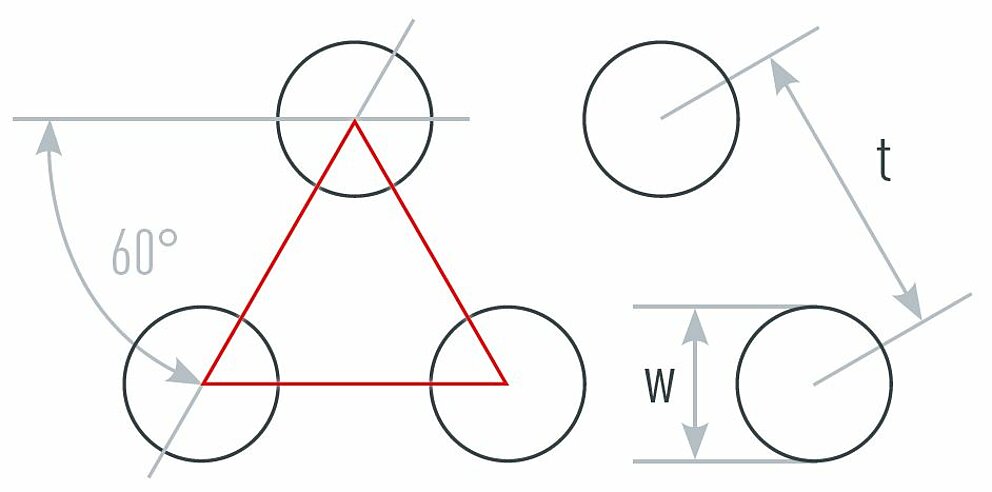
R = Rund perforering
g = Raka rader
v = förskjutna rader
W = hålbredd
t = delning
PREFABOND aluminiumkompositskiva kan bockas i bockningsmaskiner med tre eller fyra valsar. PREFA avråder från rundning med en kantpress.
PREFA erbjuder att utföra rullbockningen. Beakta då följande information.
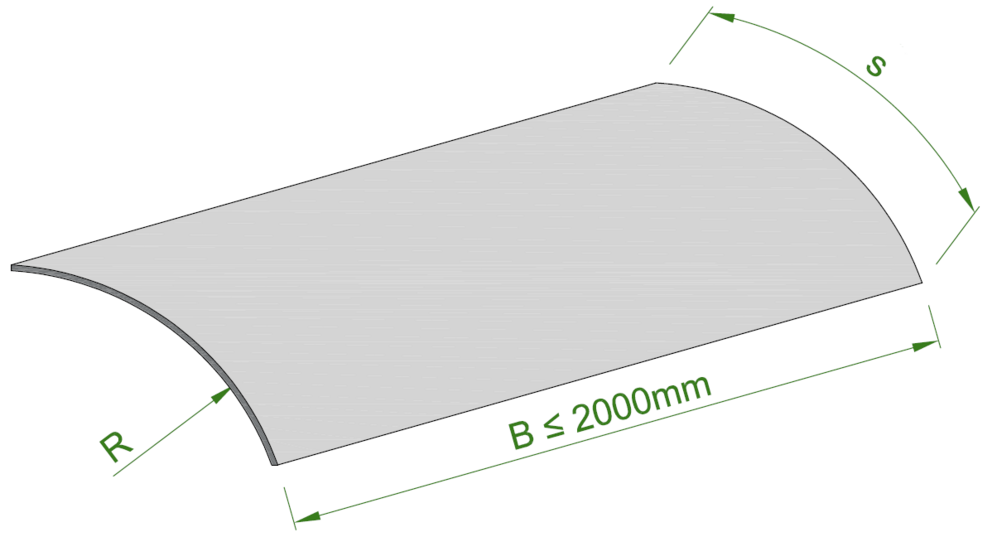
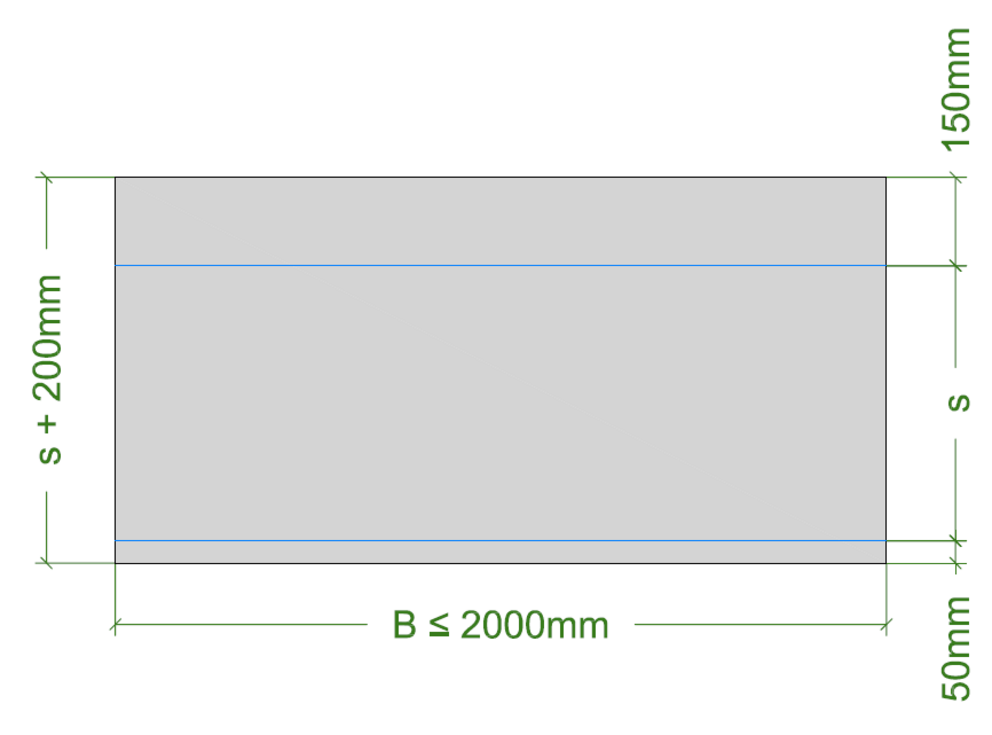
På grund av bockning med valsar har plattorna ett utlopp med ett litet tryckställe som kan minskas av PREFA. Beakta råmaterialets mått! Tillskärningen är nämligen 200 mm större på plattändarna än det bågmått som verkligen krävs. Ett bågmått (s) om 150 mm i ena änden och ett om 50 mm i andra änden läggs till.



Det går endast att ladda ner innehåll från en produktkategori. Om du behöver innehåll från flera kategorier, vänligen skapa en separat nedladdning för varje produktområde.
